نظرة عامة واحدة
في عملية تصنيع الدوائر المتكاملة، تعد الطباعة الحجرية الضوئية هي العملية الأساسية التي تحدد مستوى تكامل الدوائر المتكاملة. تتمثل وظيفة هذه العملية في نقل ونقل المعلومات الرسومية للدائرة بأمانة من القناع (يُسمى أيضًا القناع) إلى الركيزة المادية لأشباه الموصلات.
المبدأ الأساسي لعملية الطباعة الحجرية الضوئية هو استخدام التفاعل الكيميائي الضوئي لمقاوم الضوء المطلي على سطح الركيزة لتسجيل نمط الدائرة على القناع، وبالتالي تحقيق الغرض من نقل نمط الدائرة المتكاملة من التصميم إلى الركيزة.
العملية الأساسية للطباعة الضوئية
أولاً، يتم تطبيق مقاوم الضوء على سطح الركيزة باستخدام آلة طلاء؛
بعد ذلك، يتم استخدام آلة الطباعة الحجرية الضوئية لكشف الركيزة المطلية بمقاوم الضوء، ويتم استخدام آلية التفاعل الكيميائي الضوئي لتسجيل معلومات نمط القناع المرسلة بواسطة آلة الطباعة الحجرية الضوئية، واستكمال نقل الدقة ونقل وتكرار نمط القناع إلى الركيزة؛
أخيرًا، يتم استخدام المطور لتطوير الركيزة المكشوفة لإزالة (أو الاحتفاظ) بمقاوم الضوء الذي يخضع لتفاعل كيميائي ضوئي بعد التعرض.
عملية الطباعة الضوئية الثانية
من أجل نقل نمط الدائرة المصمم على القناع إلى رقاقة السيليكون، يجب أن يتم النقل أولاً من خلال عملية التعريض، ومن ثم يجب الحصول على نمط السيليكون من خلال عملية النقش.
نظرًا لأن إضاءة منطقة عملية الطباعة الحجرية الضوئية تستخدم مصدر ضوء أصفر تكون المواد الحساسة للضوء غير حساسة له، فإنها تسمى أيضًا منطقة الضوء الأصفر.
تم استخدام الطباعة الحجرية الضوئية لأول مرة في صناعة الطباعة وكانت التكنولوجيا الرئيسية لتصنيع ثنائي الفينيل متعدد الكلور في وقت مبكر. منذ الخمسينيات من القرن الماضي، أصبحت الطباعة الحجرية الضوئية تدريجيًا هي التقنية السائدة لنقل الأنماط في تصنيع الدوائر المتكاملة.
تشمل المؤشرات الرئيسية لعملية الطباعة الحجرية الدقة والحساسية ودقة التراكب ومعدل العيوب وما إلى ذلك.
المادة الأكثر أهمية في عملية الطباعة الحجرية الضوئية هي مقاومة الضوء، وهي مادة حساسة للضوء. نظرًا لأن حساسية مقاوم الضوء تعتمد على الطول الموجي لمصدر الضوء، فإن مواد مقاومة الضوء المختلفة مطلوبة لعمليات الطباعة الحجرية الضوئية مثل خط g/i، و248 نانومتر KrF، و193 نانومتر ArF.
تتضمن العملية الرئيسية لعملية الطباعة الحجرية الضوئية النموذجية خمس خطوات
:
-تحضير الفيلم الأساسي؛
-تطبيق مقاوم الضوء والخبز الناعم.
- المحاذاة والتعرض والخبز بعد التعرض؛
-تطوير الفيلم الصلب.
-كشف التنمية.
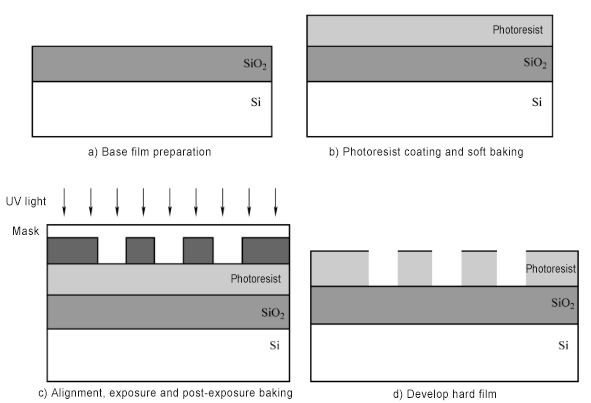
(1)تحضير الفيلم الأساسي: التنظيف والجفاف بشكل رئيسي. نظرًا لأن أي ملوثات ستضعف الالتصاق بين مقاوم الضوء والرقاقة، فإن التنظيف الشامل يمكن أن يحسن الالتصاق بين الرقاقة ومقاوم الضوء.
(2)طلاء مقاوم للضوء: يتم تحقيق ذلك عن طريق تدوير رقاقة السيليكون. تتطلب مقاومات الضوء المختلفة معلمات مختلفة لعملية الطلاء، بما في ذلك سرعة الدوران وسمك مقاوم الضوء ودرجة الحرارة.
الخبز الناعم: يمكن أن يؤدي الخبز إلى تحسين الالتصاق بين مقاوم الضوء ورقاقة السيليكون، بالإضافة إلى توحيد سمك مقاوم الضوء، وهو أمر مفيد للتحكم الدقيق في الأبعاد الهندسية لعملية الحفر اللاحقة.
(3)المحاذاة والتعرض: المحاذاة والتعرض هما أهم الخطوات في عملية الطباعة الحجرية الضوئية. وهي تشير إلى محاذاة نمط القناع مع النمط الموجود على الرقاقة (أو نمط الطبقة الأمامية)، ثم تشعيعه بضوء محدد. تعمل الطاقة الضوئية على تنشيط المكونات الحساسة للضوء في مقاوم الضوء، وبالتالي نقل نمط القناع إلى مقاوم الضوء.
المعدات المستخدمة للمحاذاة والتعرض هي آلة الطباعة الحجرية الضوئية، وهي أغلى قطعة من معدات المعالجة في عملية تصنيع الدوائر المتكاملة بأكملها. يمثل المستوى الفني لآلة الطباعة الحجرية الضوئية مستوى التقدم في خط الإنتاج بأكمله.
الخبز بعد التعرض: يشير إلى عملية خبز قصيرة بعد التعرض، والتي لها تأثير مختلف عن مقاومات الضوء فوق البنفسجية العميقة ومقاومات الضوء التقليدية على شكل حرف i.
بالنسبة لمقاوم الضوء العميق للأشعة فوق البنفسجية، يزيل الخبز بعد التعريض المكونات الواقية في مقاوم الضوء، مما يسمح لمقاوم الضوء بالذوبان في المطور، لذلك يعد الخبز بعد التعرض ضروريًا؛
بالنسبة لمقاومات الضوء التقليدية على شكل حرف i، يمكن أن يؤدي الخبز بعد التعريض إلى تحسين التصاق مقاوم الضوء وتقليل الموجات الدائمة (سيكون للموجات الدائمة تأثير سلبي على مورفولوجيا حافة مقاوم الضوء).
(4)تطوير الفيلم الصلب: استخدام المطور لإذابة الجزء القابل للذوبان من مقاوم الضوء (مقاوم الضوء الإيجابي) بعد التعرض، وعرض نمط القناع بدقة مع نمط مقاوم الضوء.
تشمل المعلمات الرئيسية لعملية التطوير درجة حرارة التطوير ووقته، وجرعة المطور وتركيزه، والتنظيف، وما إلى ذلك. ومن خلال ضبط المعلمات ذات الصلة في التطوير، يمكن زيادة الفرق في معدل الذوبان بين الأجزاء المكشوفة وغير المكشوفة من مقاوم الضوء، وبالتالي الحصول على التأثير التنموي المطلوب.
يُعرف التصلب أيضًا باسم تصلب الخبز، وهو عبارة عن عملية إزالة ما تبقى من المذيبات والمطور والماء والمكونات المتبقية غير الضرورية في مقاوم الضوء المطور عن طريق تسخينها وتبخيرها، وذلك لتحسين التصاق مقاوم الضوء بركيزة السيليكون و مقاومة النقش لمقاوم الضوء.
تختلف درجة حرارة عملية التصلب اعتمادًا على مقاومات الضوء المختلفة وطرق التصلب. الفرضية هي أن نمط مقاوم الضوء لا يتشوه ويجب أن يكون مقاوم الضوء صلبًا بدرجة كافية.
(5)التفتيش التطويري: هذا للتحقق من وجود عيوب في نمط مقاومة الضوء بعد التطوير. عادة، يتم استخدام تقنية التعرف على الصور لمسح نمط الشريحة تلقائيًا بعد التطوير ومقارنته بالنمط القياسي الخالي من العيوب المخزن مسبقًا. وإذا وجد أي اختلاف، فهو يعتبر معيبًا.
إذا تجاوز عدد العيوب قيمة معينة، فسيتم الحكم على رقاقة السيليكون بأنها فشلت في اختبار التطوير ويمكن إلغاؤها أو إعادة صياغتها حسب الاقتضاء.
في عملية تصنيع الدوائر المتكاملة، معظم العمليات لا رجعة فيها، والطباعة الحجرية الضوئية هي إحدى العمليات القليلة جدًا التي يمكن إعادة صياغتها.
ثلاثة أقنعة ضوئية ومواد مقاومة للضوء
3.1 قناع ضوئي
القناع الضوئي، المعروف أيضًا باسم قناع الطباعة الحجرية الضوئية، هو تقنية تستخدم في عملية الطباعة الحجرية الضوئية لتصنيع رقائق الدوائر المتكاملة.
تتمثل عملية تصنيع القناع الضوئي في تحويل بيانات التخطيط الأصلية المطلوبة لتصنيع الرقاقات التي صممها مهندسو تصميم الدوائر المتكاملة إلى تنسيق بيانات يمكن التعرف عليه بواسطة مولدات نمط الليزر أو معدات التعرض لشعاع الإلكترون من خلال معالجة بيانات القناع، بحيث يمكن تعريضه بواسطة المعدات المذكورة أعلاه على المواد الركيزة الضوئية المغلفة بمواد حساسة للضوء؛ ثم تتم معالجتها من خلال سلسلة من العمليات مثل التطوير والحفر لتثبيت النموذج على مادة الركيزة؛ أخيرًا، يتم فحصه وإصلاحه وتنظيفه وتغليفه لتشكيل منتج قناع وتسليمه إلى الشركة المصنعة للدوائر المتكاملة لاستخدامه.
3.2 مقاوم الضوء
مقاومة الضوء، والمعروفة أيضًا باسم مقاومة الضوء، هي مادة حساسة للضوء. ستخضع المكونات الحساسة للضوء فيه لتغيرات كيميائية تحت إشعاع الضوء، مما يسبب تغيرات في معدل الذوبان. وتتمثل وظيفتها الرئيسية في نقل النموذج الموجود على القناع إلى ركيزة مثل الرقاقة.
مبدأ عمل مقاوم الضوء: أولاً، يتم طلاء مقاوم الضوء على الركيزة ويتم خبزه مسبقًا لإزالة المذيب؛
ثانيًا، تعرض القناع للضوء، مما يتسبب في تفاعل كيميائي للمكونات الحساسة للضوء في الجزء المكشوف؛
ثم يتم إجراء خبز ما بعد التعرض؛
أخيرًا، يتم إذابة مقاوم الضوء جزئيًا من خلال التطوير (بالنسبة لمقاوم الضوء الإيجابي، يتم إذابة المنطقة المكشوفة؛ بالنسبة لمقاوم الضوء السلبي، تتم إذابة المنطقة غير المكشوفة)، وبالتالي تحقيق نقل نمط الدائرة المتكاملة من القناع إلى الركيزة.
تشتمل مكونات مقاوم الضوء بشكل أساسي على راتنجات تشكيل الفيلم، والمكونات الحساسة للضوء، والمواد المضافة النزرة، والمذيبات.
من بينها، يتم استخدام الراتنج المكون للفيلم لتوفير الخواص الميكانيكية ومقاومة النقش؛ يتعرض المكون الحساس للضوء لتغيرات كيميائية تحت الضوء، مما يسبب تغيرات في معدل الذوبان؛
تشمل الإضافات النزرة الأصباغ ومعززات اللزوجة وما إلى ذلك، والتي تستخدم لتحسين أداء مقاوم الضوء؛ تستخدم المذيبات لإذابة المكونات وخلطها بالتساوي.
يمكن تقسيم مقاومات الضوء المستخدمة حاليًا على نطاق واسع إلى مقاومات الضوء التقليدية ومقاومات الضوء المضخمة كيميائيًا وفقًا لآلية التفاعل الكيميائي الضوئي، ويمكن أيضًا تقسيمها إلى فوق البنفسجية، والأشعة فوق البنفسجية العميقة، والأشعة فوق البنفسجية القصوى، وشعاع الإلكترون، والشعاع الأيوني، ومقاومات الضوء للأشعة السينية وفقًا لـ الطول الموجي للحساسية الضوئية.
أربع معدات للطباعة الضوئية
لقد مرت تكنولوجيا الطباعة الحجرية الضوئية بعملية تطوير الطباعة الحجرية بالتلامس/القرب، والطباعة الحجرية بالإسقاط البصري، والطباعة الحجرية المتدرجة، والطباعة الحجرية المسحية، والطباعة الحجرية المغمورة، والطباعة الحجرية بالأشعة فوق البنفسجية.
4.1 آلة الطباعة الحجرية الاتصال/القرب
ظهرت تكنولوجيا الطباعة الحجرية الاتصالية في ستينيات القرن العشرين، واستخدمت على نطاق واسع في السبعينيات. لقد كانت طريقة الطباعة الحجرية الرئيسية في عصر الدوائر المتكاملة صغيرة الحجم، وكانت تستخدم بشكل أساسي لإنتاج دوائر متكاملة ذات أحجام مميزة أكبر من 5 ميكرومتر.
في آلة الطباعة الحجرية التلامسية/التقريبية، يتم عادةً وضع الرقاقة على وضع أفقي يتم التحكم فيه يدويًا ومنضدة عمل دوارة. يستخدم المشغل مجهرًا ميدانيًا منفصلاً لمراقبة موضع القناع والرقاقة في نفس الوقت، ويتحكم يدويًا في موضع المنضدة لمحاذاة القناع والرقاقة. بعد محاذاة الرقاقة والقناع، سيتم ضغطهما معًا بحيث يكون القناع على اتصال مباشر بمقاوم الضوء الموجود على سطح الرقاقة.
بعد إزالة هدف المجهر، يتم نقل الرقاقة المضغوطة والقناع إلى طاولة التعريض للتعرض. يكون الضوء المنبعث من مصباح الزئبق موازيًا وموازيًا للقناع من خلال عدسة. نظرًا لأن القناع على اتصال مباشر بطبقة مقاومة الضوء الموجودة على الرقاقة، يتم نقل نمط القناع إلى طبقة مقاومة الضوء بنسبة 1:1 بعد التعرض.
تعد معدات الطباعة الحجرية التلامسية من أبسط معدات الطباعة الحجرية الضوئية وأكثرها اقتصادًا، ويمكنها تحقيق تعريض لرسومات ذات حجم مميز دون الميكرون، لذلك لا تزال تستخدم في تصنيع المنتجات ذات الدفعات الصغيرة والأبحاث المعملية. في إنتاج الدوائر المتكاملة على نطاق واسع، تم إدخال تقنية الطباعة الحجرية التقريبية لتجنب الزيادة في تكاليف الطباعة الحجرية الناتجة عن الاتصال المباشر بين القناع والرقاقة.
تم استخدام الطباعة الحجرية التقريبية على نطاق واسع في السبعينيات خلال عصر الدوائر المتكاملة صغيرة الحجم والعصر المبكر للدوائر المتكاملة متوسطة الحجم. على عكس الطباعة الحجرية التلامسية، فإن القناع الموجود في الطباعة الحجرية القريبة لا يكون على اتصال مباشر مع مقاوم الضوء الموجود على الرقاقة، ولكن يتم ترك فجوة مملوءة بالنيتروجين. يطفو القناع على النيتروجين، ويتم تحديد حجم الفجوة بين القناع والرقاقة بواسطة ضغط النيتروجين.
نظرًا لعدم وجود اتصال مباشر بين الرقاقة والقناع في الطباعة الحجرية القريبة، يتم تقليل العيوب التي يتم إدخالها أثناء عملية الطباعة الحجرية، وبالتالي تقليل فقدان القناع وتحسين إنتاجية الرقاقة. في الطباعة الحجرية القريبة، تضع الفجوة بين الرقاقة والقناع الرقاقة في منطقة حيود فريسنل. يحد وجود الحيود من التحسين الإضافي لدقة معدات الطباعة الحجرية التقريبية، لذا فإن هذه التقنية مناسبة بشكل أساسي لإنتاج دوائر متكاملة بأحجام مميزة تزيد عن 3 ميكرومتر.
4.2 السائر والمكرر
يعد جهاز السائر واحدًا من أهم المعدات في تاريخ الطباعة الحجرية للرقاقات، والتي عززت عملية الطباعة الحجرية دون الميكرون إلى الإنتاج الضخم. يستخدم جهاز السائر مجال تعريض ثابت نموذجي يبلغ 22 مم × 22 مم وعدسة إسقاط بصرية بنسبة تخفيض 5:1 أو 4:1 لنقل النمط الموجود على القناع إلى الرقاقة.
تتكون آلة الطباعة الحجرية خطوة وتكرار بشكل عام من نظام فرعي للتعريض، ونظام فرعي لمرحلة قطعة العمل، ونظام فرعي لمرحلة القناع، ونظام فرعي للتركيز/التسوية، ونظام فرعي للمحاذاة، ونظام فرعي للإطار الرئيسي، ونظام فرعي لنقل الرقاقة، ونظام فرعي لنقل القناع ، نظام فرعي إلكتروني، ونظام فرعي برمجي.
عملية العمل النموذجية لآلة الطباعة الحجرية المتدرجة والمتكررة هي كما يلي:
أولاً، يتم نقل الرقاقة المطلية بمقاوم الضوء إلى طاولة قطع العمل باستخدام النظام الفرعي لنقل الرقاقة، ويتم نقل القناع المراد كشفه إلى طاولة القناع باستخدام النظام الفرعي لنقل القناع؛
بعد ذلك، يستخدم النظام النظام الفرعي للتركيز/التسوية لإجراء قياس الارتفاع متعدد النقاط على الرقاقة في مرحلة قطعة العمل للحصول على معلومات مثل الارتفاع وزاوية الميل لسطح الرقاقة المراد تعريضها، بحيث تكون مساحة التعريض يمكن دائمًا التحكم في الرقاقة ضمن العمق البؤري لهدف الإسقاط أثناء عملية التعرض؛بعد ذلك، يستخدم النظام نظام المحاذاة الفرعي لمحاذاة القناع والرقاقة بحيث تكون دقة موضع صورة القناع ونقل نمط الرقاقة دائمًا ضمن متطلبات التراكب أثناء عملية التعريض.
أخيرًا، يتم إكمال إجراء الخطوة والتعرض لسطح الرقاقة بالكامل وفقًا للمسار المحدد لتحقيق وظيفة نقل النمط.
تعتمد آلة الطباعة الحجرية المتدرجة والماسح الضوئي اللاحقة على عملية العمل الأساسية المذكورة أعلاه، وتحسين الخطوة ← التعرض للمسح ← التعرض، والتركيز/التسوية ← المحاذاة ← التعرض على النموذج ثنائي المرحلة للقياس (التركيز/التسوية ← المحاذاة) والمسح الضوئي التعرض بالتوازي.
بالمقارنة مع آلة الطباعة الحجرية خطوة ومسح ضوئي، فإن آلة الطباعة الحجرية خطوة وتكرار لا تحتاج إلى تحقيق المسح العكسي المتزامن للقناع والرقاقة، ولا تتطلب جدول قناع المسح ونظام التحكم في المسح المتزامن. ولذلك، فإن الهيكل بسيط نسبيا، والتكلفة منخفضة نسبيا، والعملية موثوقة.
بعد دخول تقنية IC إلى 0.25 ميكرومتر، بدأ تطبيق الطباعة الحجرية المتدرجة والمتكررة في الانخفاض بسبب مزايا الطباعة الحجرية المتدرجة في مسح حجم مجال التعرض وتوحيد التعرض. حاليًا، تتمتع أحدث الطباعة الحجرية المتدرجة والمتكررة المقدمة من شركة Nikon بمجال رؤية ثابت كبير مثل الطباعة الحجرية المتدرجة والمسح الضوئي، ويمكنها معالجة أكثر من 200 رقاقة في الساعة، مع كفاءة إنتاج عالية للغاية. يستخدم هذا النوع من آلات الطباعة الحجرية حاليًا بشكل أساسي لتصنيع طبقات IC غير الحرجة.
4.3 الماسح الضوئي السائر
بدأ تطبيق الطباعة الحجرية خطوة ومسح في التسعينات. من خلال تكوين مصادر ضوء التعريض المختلفة، يمكن لتقنية الخطوة والمسح الضوئي أن تدعم عقد تقنية المعالجة المختلفة، بدءًا من الغمر بطول 365 نانومتر و248 نانومتر و193 نانومتر وحتى الطباعة الحجرية بالأشعة فوق البنفسجية. على عكس الطباعة الحجرية المتدرجة والمتكررة، يعتمد التعرض أحادي المجال للطباعة الحجرية المتدرجة والمسح الضوئي على المسح الديناميكي، أي أن لوحة القناع تكمل حركة المسح بشكل متزامن بالنسبة للرقاقة؛ بعد اكتمال التعرض للمجال الحالي، يتم نقل الرقاقة بواسطة مرحلة قطعة العمل ويتم نقلها إلى موضع حقل المسح التالي، ويستمر التعرض المتكرر؛ كرر التعرض خطوة والمسح الضوئي عدة مرات حتى يتم كشف كافة حقول الرقاقة بأكملها.
من خلال تكوين أنواع مختلفة من مصادر الضوء (مثل i-line، وKrF، وArF)، يمكن للماسح الضوئي المتدرج دعم جميع العقد التكنولوجية تقريبًا لعملية الواجهة الأمامية لأشباه الموصلات. اعتمدت عمليات CMOS النموذجية القائمة على السيليكون ماسحات ضوئية متدرجة بكميات كبيرة منذ العقدة 0.18 ميكرومتر؛ تستخدم آلات الطباعة الحجرية بالأشعة فوق البنفسجية القصوى (EUV) المستخدمة حاليًا في عقد المعالجة التي تقل عن 7 نانومتر أيضًا المسح المتدرج. بعد التعديل التكيفي الجزئي، يمكن للماسح الضوئي المتدرج أيضًا دعم البحث والتطوير وإنتاج العديد من العمليات غير القائمة على السيليكون مثل MEMS، وأجهزة الطاقة، وأجهزة الترددات اللاسلكية.
تشمل الشركات المصنعة الرئيسية لآلات الطباعة الحجرية ذات الإسقاط والمسح الضوئي ASML (هولندا)، وNikon (اليابان)، وCanon (اليابان)، وSMEE (الصين). أطلقت ASML سلسلة TWINSCAN من آلات الطباعة الحجرية ذات الخطوة والمسح الضوئي في عام 2001. وهي تعتمد بنية نظام ثنائي المرحلة، والتي يمكنها تحسين معدل إخراج المعدات بشكل فعال وأصبحت آلة الطباعة الحجرية المتطورة الأكثر استخدامًا على نطاق واسع.
4.4 الطباعة الحجرية الغمر
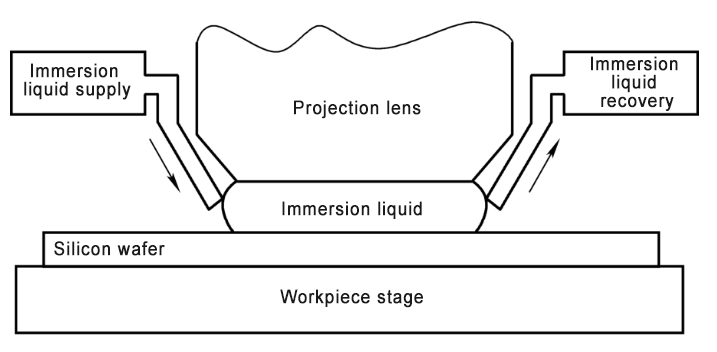
يمكن أن نرى من صيغة رايلي أنه عندما يظل الطول الموجي للتعريض دون تغيير، فإن الطريقة الفعالة لزيادة تحسين دقة التصوير هي زيادة الفتحة الرقمية لنظام التصوير. بالنسبة لدقة التصوير التي تقل عن 45 نانومتر وما فوق، لم تعد طريقة التعرض الجاف ArF قادرة على تلبية المتطلبات (لأنها تدعم دقة تصوير قصوى تبلغ 65 نانومتر)، لذلك من الضروري تقديم طريقة الطباعة الحجرية المغمورة. في تكنولوجيا الطباعة الحجرية التقليدية، يكون الهواء هو الوسط بين العدسة ومقاوم الضوء، في حين تستبدل تكنولوجيا الطباعة الحجرية المغمورة وسط الهواء بالسائل (عادةً ماء فائق النقاء بمعامل انكسار يبلغ 1.44).
في الواقع، تستخدم تقنية الطباعة الحجرية الغاطسة تقصير الطول الموجي لمصدر الضوء بعد مرور الضوء عبر الوسط السائل لتحسين الدقة، ونسبة التقصير هي معامل الانكسار للوسط السائل. على الرغم من أن آلة الطباعة الحجرية الغاطسة هي نوع من آلات الطباعة الحجرية ذات الخطوة والمسح الضوئي، ولم يتغير حل نظام المعدات الخاص بها، إلا أنها تعد تعديلًا وتوسيعًا لآلة الطباعة الحجرية ذات الخطوة والمسح الضوئي ArF بسبب إدخال التقنيات الرئيسية ذات الصلة إلى الغمر.
تتمثل ميزة الطباعة الحجرية الغاطسة في أنه نظرًا لزيادة الفتحة الرقمية للنظام، تم تحسين قدرة دقة التصوير لآلة الطباعة الحجرية الماسحة الضوئية السائر، والتي يمكن أن تلبي متطلبات العملية لدقة التصوير أقل من 45 نانومتر.
نظرًا لأن آلة الطباعة الحجرية المغمورة لا تزال تستخدم مصدر الضوء ArF، فإن استمرارية العملية مضمونة، مما يوفر تكلفة البحث والتطوير لمصدر الضوء والمعدات والعملية. على هذا الأساس، بالإضافة إلى تكنولوجيا الطباعة الحجرية والرسومات المتعددة، يمكن استخدام آلة الطباعة الحجرية الغاطسة في عقد معالجة تبلغ 22 نانومتر أو أقل. قبل أن يتم وضع آلة الطباعة الحجرية EUV رسميًا في الإنتاج الضخم، تم استخدام آلة الطباعة الحجرية المغمورة على نطاق واسع ويمكنها تلبية متطلبات العملية لعقدة 7nm. ومع ذلك، بسبب إدخال سائل الغمر، زادت الصعوبة الهندسية للمعدات نفسها بشكل ملحوظ.
وتشمل تقنياتها الرئيسية تكنولوجيا إمداد واسترداد السائل الغاطس، وتكنولوجيا صيانة مجال السائل الغاطس، وتلوث الطباعة الحجرية الغاطسة وتكنولوجيا التحكم في العيوب، وتطوير وصيانة عدسات الإسقاط الغاطسة ذات الفتحة العددية الكبيرة جدًا، وتكنولوجيا الكشف عن جودة التصوير في ظروف الغمر.
في الوقت الحالي، يتم توفير آلات الطباعة الحجرية التجارية للخطوة والمسح الضوئي ArFi بشكل أساسي من قبل شركتين، وهما ASML من هولندا وNikon من اليابان. من بينها، يبلغ سعر ASML NXT1980 Di الواحد حوالي 80 مليون يورو.
4.5 آلة الطباعة الحجرية فوق البنفسجية القصوى
من أجل تحسين دقة الطباعة الحجرية الضوئية، يتم تقصير الطول الموجي للتعرض بشكل أكبر بعد اعتماد مصدر ضوء الإكسيمر، ويتم تقديم الضوء فوق البنفسجي الشديد بطول موجة يتراوح من 10 إلى 14 نانومتر كمصدر ضوء التعرض. الطول الموجي للأشعة فوق البنفسجية القصوى قصير للغاية، وعادة ما يتكون النظام البصري العاكس الذي يمكن استخدامه من عاكسات غشاء متعددة الطبقات مثل Mo/Si أو Mo/Be.
من بينها، يبلغ الحد الأقصى للانعكاس النظري للفيلم متعدد الطبقات Mo/Si في نطاق الطول الموجي من 13.0 إلى 13.5 نانومتر حوالي 70%، ويبلغ الحد الأقصى للانعكاس النظري للفيلم متعدد الطبقات Mo/Be عند طول موجي أقصر يبلغ 11.1 نانومتر حوالي 80%. على الرغم من أن انعكاسية عاكسات الفيلم متعددة الطبقات Mo/Be أعلى، إلا أن Be شديدة السمية، لذلك تم التخلي عن الأبحاث حول مثل هذه المواد عند تطوير تقنية الطباعة الحجرية بالأشعة فوق البنفسجية.تستخدم تقنية الطباعة الحجرية EUV الحالية فيلمًا متعدد الطبقات Mo/Si، كما تم تحديد طول موجة التعريض الخاص بها أيضًا ليكون 13.5 نانومتر.
يستخدم مصدر الضوء فوق البنفسجي الشديد السائد تقنية البلازما المنتجة بالليزر (LPP)، والتي تستخدم أشعة ليزر عالية الكثافة لإثارة بلازما Sn الذائبة الساخنة لإصدار الضوء. لفترة طويلة، كانت قوة مصدر الضوء وتوافره هي الاختناقات التي تحد من كفاءة آلات الطباعة الحجرية بالأشعة فوق البنفسجية. من خلال مضخم الطاقة المذبذب الرئيسي، وتقنية البلازما التنبؤية (PP) وتقنية تنظيف مرآة التجميع في الموقع، تم تحسين قوة واستقرار مصادر ضوء الأشعة فوق البنفسجية بشكل كبير.
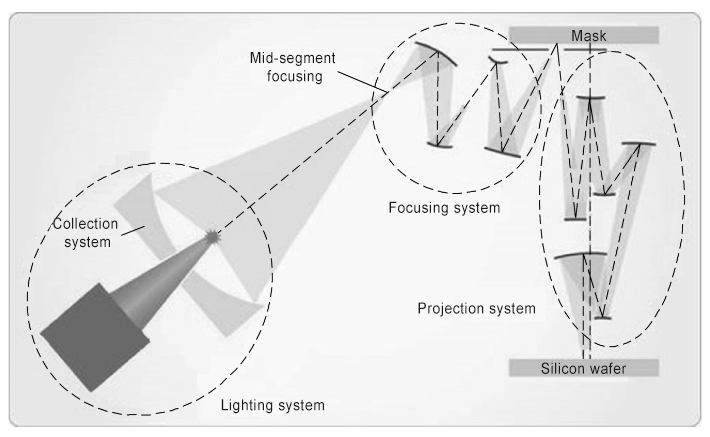
تتكون آلة الطباعة الحجرية EUV بشكل أساسي من أنظمة فرعية مثل مصدر الضوء، والإضاءة، والعدسة الموضوعية، ومرحلة قطعة العمل، ومرحلة القناع، ومحاذاة الرقاقة، والتركيز/التسوية، ونقل القناع، ونقل الرقاقة، وإطار الفراغ. بعد المرور عبر نظام الإضاءة المكون من عاكسات مغلفة متعددة الطبقات، يتم تشعيع الضوء فوق البنفسجي الشديد على القناع العاكس. يدخل الضوء المنعكس عن القناع إلى نظام تصوير الانعكاس الكلي البصري المكون من سلسلة من العاكسات، وأخيرًا يتم عرض الصورة المنعكسة للقناع على سطح الرقاقة في بيئة مفرغة.
مجال رؤية التعريض ومجال رؤية التصوير لآلة الطباعة الحجرية EUV كلاهما على شكل قوس، ويتم استخدام طريقة المسح خطوة بخطوة لتحقيق تعريض كامل للرقاقة لتحسين معدل الإخراج. تستخدم آلة الطباعة الحجرية EUV الأكثر تقدمًا من سلسلة NXE من ASML مصدر ضوء تعريض بطول موجي يبلغ 13.5 نانومتر، وقناع عاكس (نسبة حدوث مائلة 6 درجات)، ونظام إسقاط عاكس للتقليل بمقدار 4x مع هيكل مكون من 6 مرايا (NA=0.33)، مجال رؤية المسح 26 مم × 33 مم، وبيئة التعرض للفراغ.
بالمقارنة مع آلات الطباعة الحجرية الغاطسة، تم تحسين دقة التعريض الفردي لآلات الطباعة الحجرية EUV التي تستخدم مصادر الضوء فوق البنفسجية القصوى بشكل كبير، مما يمكن أن يتجنب بشكل فعال العملية المعقدة المطلوبة للطباعة الحجرية المتعددة لتشكيل رسومات عالية الدقة. في الوقت الحاضر، دقة التعريض الفردي لآلة الطباعة الحجرية NXE 3400B مع فتحة رقمية 0.33 تصل إلى 13nm، ومعدل الإخراج يصل إلى 125 قطعة/ساعة.
من أجل تلبية احتياجات التوسع الإضافي لقانون مور، في المستقبل، ستعتمد آلات الطباعة الحجرية بالأشعة فوق البنفسجية ذات الفتحة الرقمية 0.5 نظام إسقاط موضوعي مع حجب الضوء المركزي، باستخدام تكبير غير متماثل قدره 0.25 مرة / 0.125 مرة، و سيتم تقليل مجال رؤية التعرض للمسح الضوئي من 26 م × 33 مم إلى 26 مم × 16.5 مم، ويمكن أن تصل دقة التعريض الفردي إلى ما يلي 8 نانومتر.
———————————————————————————————————————————— ———————————
يمكن أن توفر Semiceraأجزاء الجرافيت, شعر ناعم/صلب, أجزاء كربيد السيليكون, أجزاء كربيد السيليكون CVD، والأجزاء المغلفة بـ SiC/TaCمع عملية أشباه الموصلات الكاملة في 30 يومًا.
إذا كنت مهتمًا بمنتجات أشباه الموصلات المذكورة أعلاه،من فضلك لا تتردد في الاتصال بنا في المرة الأولى.
هاتف: +86-13373889683
واتساب: +86-15957878134
Email: sales01@semi-cera.com
وقت النشر: 31 أغسطس 2024