دراسة عن يموت أشباه الموصلاتعملية الترابط، بما في ذلك عملية الربط اللاصق، عملية الربط سهل الانصهار، عملية ربط اللحام الناعم، عملية ربط تلبيد الفضة، عملية ربط الضغط الساخن، عملية ربط رقاقة الوجه. يتم تقديم الأنواع والمؤشرات الفنية المهمة لمعدات ربط قوالب أشباه الموصلات، ويتم تحليل حالة التطوير وتوقع اتجاه التطوير.
1 نظرة عامة على صناعة أشباه الموصلات والتغليف
تشمل صناعة أشباه الموصلات على وجه التحديد مواد ومعدات أشباه الموصلات الأولية، وتصنيع أشباه الموصلات المتوسطة، والتطبيقات النهائية. بدأت صناعة أشباه الموصلات في بلدي في وقت متأخر، ولكن بعد ما يقرب من عشر سنوات من التطور السريع، أصبحت بلدي أكبر سوق استهلاكي لمنتجات أشباه الموصلات في العالم وأكبر سوق لمعدات أشباه الموصلات في العالم. لقد تطورت صناعة أشباه الموصلات بسرعة في نمط جيل واحد من المعدات، وجيل واحد من العمليات، وجيل واحد من المنتجات. يعد البحث عن عمليات ومعدات أشباه الموصلات هو القوة الدافعة الأساسية للتقدم المستمر للصناعة وضمان التصنيع والإنتاج الضخم لمنتجات أشباه الموصلات.
إن تاريخ تطور تكنولوجيا تعبئة أشباه الموصلات هو تاريخ التحسين المستمر لأداء الرقائق والتصغير المستمر للأنظمة. تطورت القوة الدافعة الداخلية لتكنولوجيا التعبئة والتغليف من مجال الهواتف الذكية المتطورة إلى مجالات مثل الحوسبة عالية الأداء والذكاء الاصطناعي. يوضح الجدول 1 المراحل الأربع لتطوير تكنولوجيا تعبئة أشباه الموصلات.
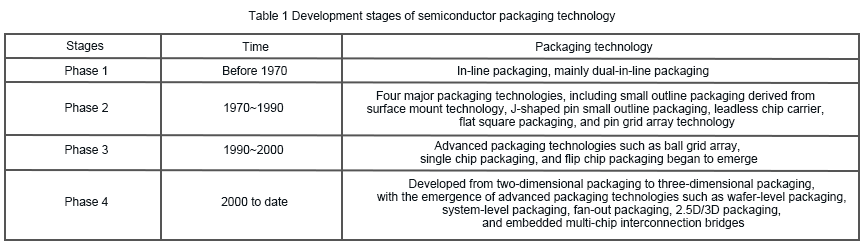
مع تحرك عقد عملية الطباعة الحجرية لأشباه الموصلات نحو 10 نانومتر، و7 نانومتر، و5 نانومتر، و3 نانومتر، و2 نانومتر، تستمر تكاليف البحث والتطوير والإنتاج في الارتفاع، وينخفض معدل العائد، ويتباطأ قانون مور. ومن منظور اتجاهات التنمية الصناعية، المقيدة حاليًا بالحدود المادية لكثافة الترانزستور والزيادة الهائلة في تكاليف التصنيع، تتطور التعبئة والتغليف في اتجاه التصغير والكثافة العالية والأداء العالي والسرعة العالية والتردد العالي والتكامل العالي. دخلت صناعة أشباه الموصلات حقبة ما بعد مور، ولم تعد العمليات المتقدمة تركز فقط على تطوير عقد تكنولوجيا تصنيع الرقاقات، ولكنها تتحول تدريجياً إلى تكنولوجيا التعبئة والتغليف المتقدمة. لا يمكن لتكنولوجيا التعبئة والتغليف المتقدمة تحسين الوظائف وزيادة قيمة المنتج فحسب، بل يمكنها أيضًا تقليل تكاليف التصنيع بشكل فعال، لتصبح طريقًا مهمًا لمواصلة قانون مور. من ناحية، يتم استخدام تقنية الجسيمات الأساسية لتقسيم الأنظمة المعقدة إلى العديد من تقنيات التعبئة والتغليف التي يمكن تعبئتها في عبوات غير متجانسة وغير متجانسة. من ناحية أخرى، يتم استخدام تكنولوجيا النظام المتكامل لدمج الأجهزة من مواد وهياكل مختلفة، والتي تتمتع بمزايا وظيفية فريدة. يتم تحقيق التكامل بين وظائف وأجهزة متعددة من مواد مختلفة باستخدام تكنولوجيا الإلكترونيات الدقيقة، ويتم تحقيق التطوير من الدوائر المتكاملة إلى الأنظمة المتكاملة.
تعد تعبئة أشباه الموصلات نقطة البداية لإنتاج الرقائق وجسرًا بين العالم الداخلي للرقاقة والنظام الخارجي. في الوقت الحاضر، بالإضافة إلى شركات التعبئة والتغليف واختبار أشباه الموصلات التقليدية، وأشباه الموصلاترقاقةتعمل المسابك وشركات تصميم أشباه الموصلات وشركات المكونات المتكاملة على تطوير التعبئة والتغليف المتقدمة أو تقنيات التعبئة والتغليف الرئيسية ذات الصلة.
العمليات الرئيسية لتكنولوجيا التعبئة والتغليف التقليدية هيرقاقةالتخفيف، والقطع، وربط القوالب، وربط الأسلاك، وختم البلاستيك، والطلاء الكهربائي، وقطع الأضلاع والقولبة، وما إلى ذلك. من بينها، تعد عملية ربط القالب واحدة من أكثر عمليات التغليف تعقيدًا وأهمية، كما أن معدات عملية ربط القالب هي أيضًا واحدة من المعدات الأساسية الأكثر أهمية في تعبئة أشباه الموصلات، وهي واحدة من معدات التعبئة والتغليف ذات القيمة السوقية الأعلى. على الرغم من أن تكنولوجيا التعبئة والتغليف المتقدمة تستخدم عمليات أمامية مثل الطباعة الحجرية، والحفر، والتعدين، والتخطيط، إلا أن عملية التغليف الأكثر أهمية لا تزال هي عملية ربط القوالب.
2 عملية ربط أشباه الموصلات
2.1 نظرة عامة
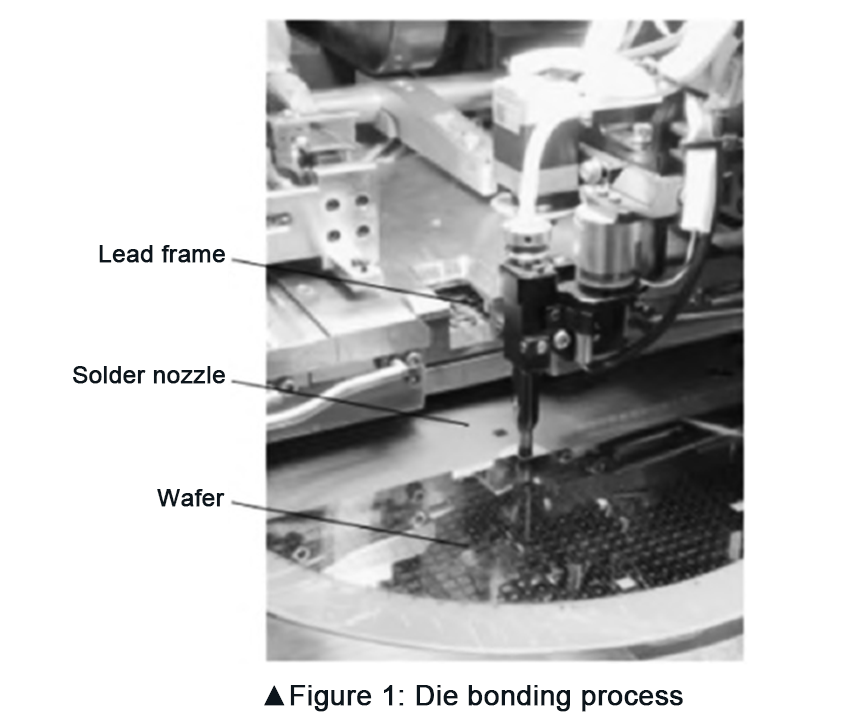
تسمى عملية ربط القالب أيضًا تحميل الرقاقة، التحميل الأساسي، ربط القالب، عملية ربط الرقاقة، إلخ. تظهر عملية ربط القالب في الشكل 1. بشكل عام، ربط القالب هو التقاط الرقاقة من الرقاقة باستخدام رأس اللحام فوهة الشفط باستخدام الفراغ، ووضعها على منطقة اللوحة المخصصة لإطار الرصاص أو ركيزة التغليف تحت التوجيه البصري، بحيث يتم ربط الرقاقة والوسادة وتثبيتهما. ستؤثر جودة وكفاءة عملية ربط القالب بشكل مباشر على جودة وكفاءة ربط الأسلاك اللاحقة، لذا فإن ربط القالب هو أحد التقنيات الرئيسية في العملية الخلفية لأشباه الموصلات.
بالنسبة لعمليات تغليف منتجات أشباه الموصلات المختلفة، توجد حاليًا ستة تقنيات رئيسية لعملية ربط القالب، وهي الربط اللاصق، والربط سهل الانصهار، والربط باللحام الناعم، والربط بالتلبيد الفضي، والربط بالضغط الساخن، وربط الرقاقة المقلوبة. لتحقيق ربط جيد للرقاقة، من الضروري جعل عناصر العملية الرئيسية في عملية ربط القالب تتعاون مع بعضها البعض، بما في ذلك بشكل أساسي مواد ربط القالب ودرجة الحرارة والوقت والضغط والعناصر الأخرى.
2. 2 عملية الربط اللاصق
أثناء الربط اللاصق، يجب تطبيق كمية معينة من المادة اللاصقة على إطار الرصاص أو ركيزة العبوة قبل وضع الرقاقة، ثم يلتقط رأس ربط القالب الرقاقة، ومن خلال توجيه رؤية الآلة، يتم وضع الرقاقة بدقة على الترابط موضع إطار الرصاص أو ركيزة العبوة المطلية بمادة لاصقة، ويتم تطبيق قوة ربط معينة على الرقاقة من خلال رأس آلة ربط القالب، مما يشكل طبقة لاصقة بين الرقاقة وإطار الرصاص أو ركيزة الحزمة، وذلك لتحقيق الغرض من الربط والتركيب والتثبيت رقاقة. تسمى عملية ربط القالب هذه أيضًا بعملية ربط الغراء لأنه يجب تطبيق المادة اللاصقة أمام آلة ربط القالب.
تشتمل المواد اللاصقة شائعة الاستخدام على مواد شبه موصلة مثل راتنجات الإيبوكسي ومعجون الفضة الموصل. الترابط اللاصق هو عملية ربط قوالب شرائح أشباه الموصلات الأكثر استخدامًا على نطاق واسع لأن العملية بسيطة نسبيًا، والتكلفة منخفضة، ويمكن استخدام مجموعة متنوعة من المواد.
2.3 عملية الترابط سهل الانصهار
أثناء الترابط سهل الانصهار، يتم تطبيق مادة الترابط سهل الانصهار بشكل عام على الجزء السفلي من الشريحة أو إطار الرصاص. تلتقط معدات الربط سهلة الانصهار الرقاقة ويتم توجيهها بواسطة نظام رؤية الآلة لوضع الرقاقة بدقة في موضع الربط المقابل لإطار الرصاص. تشكل الرقاقة وإطار الرصاص واجهة ربط سهلة الانصهار بين الرقاقة وركيزة العبوة تحت التأثير المشترك للتسخين والضغط. غالبًا ما يتم استخدام عملية الترابط سهلة الاستخدام في إطار الرصاص وتغليف الركيزة الخزفية.
عادة ما يتم خلط مواد الربط سهلة الانصهار بمادتين عند درجة حرارة معينة. تشمل المواد شائعة الاستخدام الذهب والقصدير والذهب والسيليكون، وما إلى ذلك. عند استخدام عملية الربط سهل الانصهار، فإن وحدة نقل المسار حيث يوجد إطار الرصاص سوف تقوم بتسخين الإطار مسبقًا. إن مفتاح تحقيق عملية الترابط سهل الانصهار هو أن مادة الترابط سهلة الانصهار يمكن أن تذوب عند درجة حرارة أقل بكثير من نقطة انصهار المادتين المكونتين لتكوين رابطة. من أجل منع أكسدة الإطار أثناء عملية الربط سهل الانصهار، غالبًا ما تستخدم عملية الربط سهل الانصهار أيضًا غازات واقية مثل غاز الهيدروجين والنيتروجين المختلط لإدخالها في المسار لحماية إطار الرصاص.
2. 4 عملية ربط اللحام الناعمة
عند ربط اللحام الناعم، قبل وضع الرقاقة، يتم تعليب موضع الربط على إطار الرصاص والضغط عليه، أو تعليبه مرتين، ويحتاج إطار الرصاص إلى التسخين في المسار. ميزة عملية ربط اللحام الناعم هي التوصيل الحراري الجيد، والعيب هو أنه من السهل الأكسدة والعملية معقدة نسبيًا. إنها مناسبة لتغليف إطار الرصاص لأجهزة الطاقة، مثل التغليف التفصيلي للترانزستور.
2. 5 عملية ربط تلبيد الفضة
إن عملية الربط الواعدة لرقاقة أشباه موصلات الطاقة من الجيل الثالث الحالية هي استخدام تقنية تلبيد الجسيمات المعدنية، التي تمزج البوليمرات مثل راتنجات الإيبوكسي المسؤولة عن الاتصال في الغراء الموصل. لديها الموصلية الكهربائية الممتازة، والتوصيل الحراري، وخصائص الخدمة في درجات الحرارة العالية. إنها أيضًا تقنية رئيسية لتحقيق المزيد من الاختراقات في تغليف أشباه الموصلات من الجيل الثالث في السنوات الأخيرة.
2.6 عملية الربط بالضغط الحراري
في تطبيق التعبئة والتغليف للدوائر المتكاملة ثلاثية الأبعاد عالية الأداء، نظرًا للتخفيض المستمر في درجة الإدخال / الإخراج للرقاقة، وحجم النتوء ودرجة الصوت، أطلقت شركة أشباه الموصلات Intel عملية ربط بالضغط الحراري لتطبيقات ربط الملعب الصغيرة المتقدمة، وربط الأجزاء الصغيرة رقائق نتوء بمسافة تتراوح بين 40 إلى 50 ميكرومترًا أو حتى 10 ميكرومتر. تعتبر عملية الربط بالضغط الحراري مناسبة لتطبيقات الرقاقة إلى الرقاقة ومن الرقاقة إلى الركيزة. باعتبارها عملية سريعة متعددة الخطوات، تواجه عملية الربط بالضغط الحراري تحديات في مشكلات التحكم في العملية، مثل درجة الحرارة غير المتساوية والذوبان الذي لا يمكن التحكم فيه للحام صغير الحجم. أثناء الترابط بالضغط الحراري، يجب أن تلبي درجة الحرارة والضغط والموضع وما إلى ذلك متطلبات التحكم الدقيقة.
2.7 عملية ربط شريحة الوجه
يظهر الشكل 2 مبدأ عملية ربط شريحة الوجه. تلتقط آلية الوجه الشريحة من الرقاقة وتقلبها بزاوية 180 درجة لنقل الشريحة. تلتقط فوهة رأس اللحام الشريحة من آلية الوجه، ويكون اتجاه عثرة الشريحة نحو الأسفل. بعد أن تتحرك فوهة رأس اللحام إلى أعلى ركيزة التغليف، فإنها تتحرك للأسفل لربط وتثبيت الرقاقة على ركيزة التغليف.
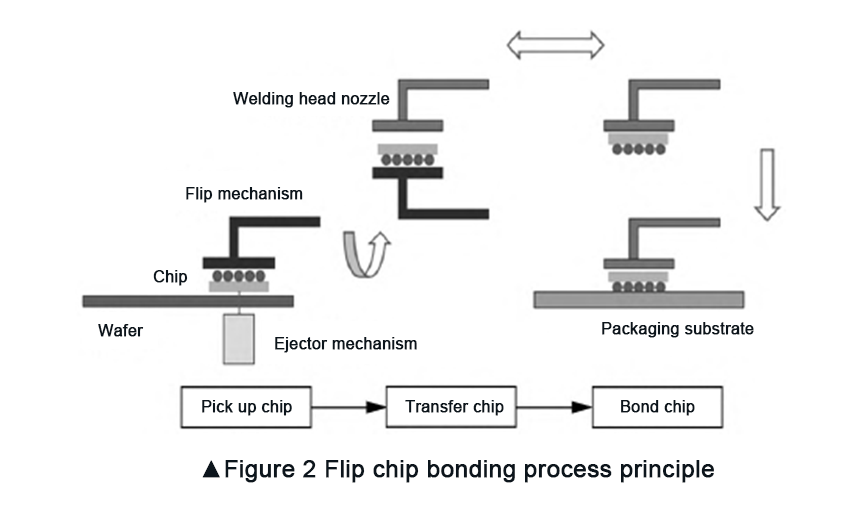
إن تغليف شرائح الوجه عبارة عن تقنية متقدمة لربط الرقائق وقد أصبحت الاتجاه الرئيسي لتطوير تكنولوجيا التغليف المتقدمة. يتميز بخصائص الكثافة العالية والأداء العالي والرفيع والقصير، ويمكنه تلبية متطلبات تطوير المنتجات الإلكترونية الاستهلاكية مثل الهواتف الذكية والأجهزة اللوحية. إن عملية ربط الرقائق المقلوبة تجعل تكلفة التغليف أقل ويمكن أن تحقق رقائق مكدسة وتغليف ثلاثي الأبعاد. يتم استخدامه على نطاق واسع في مجالات تكنولوجيا التعبئة والتغليف مثل التغليف المتكامل 2.5D / 3D، والتعبئة على مستوى الرقاقة، والتعبئة على مستوى النظام. تعد عملية ربط شرائح الوجه هي عملية ربط القوالب الصلبة الأكثر استخدامًا والأكثر استخدامًا على نطاق واسع في تكنولوجيا التغليف المتقدمة.
وقت النشر: 18 نوفمبر 2024