نظرة عامة على عملية أشباه الموصلات
تتضمن عملية أشباه الموصلات في المقام الأول تطبيق تقنيات التصنيع الدقيق والأفلام لتوصيل الرقائق والعناصر الأخرى بشكل كامل داخل مناطق مختلفة، مثل الركائز والإطارات. وهذا يسهل استخلاص أطراف الرصاص وتغليفها بوسيط عازل بلاستيكي لتشكيل وحدة متكاملة، يتم تقديمها كهيكل ثلاثي الأبعاد، مما يؤدي في النهاية إلى استكمال عملية تعبئة أشباه الموصلات. ويتعلق مفهوم عملية أشباه الموصلات أيضًا بالتعريف الضيق لتغليف شرائح أشباه الموصلات. ومن منظور أوسع، يشير هذا المصطلح إلى هندسة التعبئة والتغليف، والتي تتضمن التوصيل والتثبيت بالركيزة، وتكوين المعدات الإلكترونية المقابلة، وبناء نظام كامل بأداء شامل قوي.
تدفق عملية تغليف أشباه الموصلات
تتضمن عملية تعبئة أشباه الموصلات مهام متعددة، كما هو موضح في الشكل 1. ولكل عملية متطلبات محددة وسير عمل وثيق الصلة، مما يستلزم إجراء تحليل مفصل خلال المرحلة العملية. المحتوى المحدد هو كما يلي:
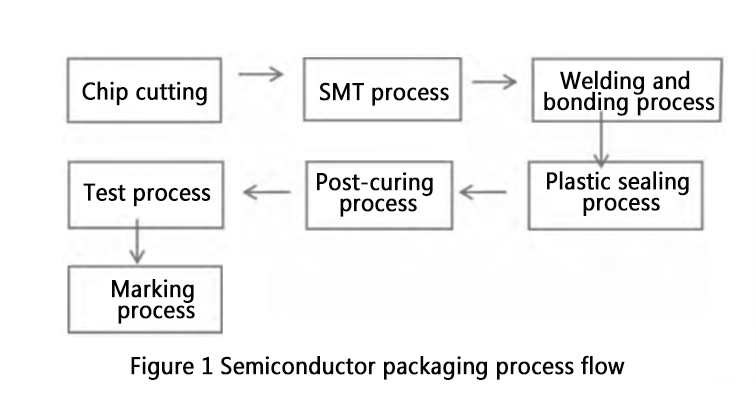
1. قطع الرقائق
في عملية تعبئة أشباه الموصلات، يتضمن قطع الرقائق تقطيع رقائق السيليكون إلى شرائح فردية وإزالة حطام السيليكون على الفور لمنع العوائق أمام العمل اللاحق ومراقبة الجودة.
2. تركيب الرقاقة
تركز عملية تركيب الرقاقة على تجنب تلف الدائرة أثناء طحن الرقاقة من خلال تطبيق طبقة فيلم واقية، مع التأكيد باستمرار على سلامة الدائرة.
3. عملية ربط الأسلاك
يتضمن التحكم في جودة عملية ربط الأسلاك استخدام أنواع مختلفة من الأسلاك الذهبية لتوصيل منصات ربط الرقاقة مع منصات الإطار، مما يضمن إمكانية توصيل الشريحة بالدوائر الخارجية والحفاظ على سلامة العملية بشكل عام. عادة، يتم استخدام أسلاك ذهبية مخدرة وأسلاك ذهبية مخلوطة.
الأسلاك الذهبية المطلية: تشمل الأنواع GS وGW وTS، وهي مناسبة للقوس العالي (GS: >250 ميكرومتر)، والقوس المتوسط إلى العالي (GW: 200-300 ميكرومتر)، والقوس المتوسط إلى المنخفض (TS: 100-200) ميكرومتر) الترابط على التوالي.
أسلاك الذهب المسبوكة: تشمل الأنواع AG2 وAG3، وهي مناسبة للربط المنخفض القوس (70-100 ميكرومتر).
تتراوح خيارات القطر لهذه الأسلاك من 0.013 ملم إلى 0.070 ملم. يعد اختيار النوع والقطر المناسبين بناءً على المتطلبات والمعايير التشغيلية أمرًا بالغ الأهمية لمراقبة الجودة.
4. عملية التشكيل
تتضمن الدوائر الرئيسية في عناصر التشكيل التغليف. إن التحكم في جودة عملية التشكيل يحمي المكونات، خاصة من القوى الخارجية التي تسبب درجات متفاوتة من الضرر. وهذا ينطوي على تحليل شامل للخصائص الفيزيائية للمكونات.
يتم استخدام ثلاث طرق رئيسية حاليًا: التغليف الخزفي، والتغليف البلاستيكي، والتعبئة التقليدية. تعد إدارة نسبة كل نوع من أنواع التغليف أمرًا بالغ الأهمية لتلبية متطلبات إنتاج الرقائق العالمية. أثناء العملية، يلزم وجود قدرات شاملة، مثل التسخين المسبق للرقاقة وإطار الرصاص قبل التغليف براتنج الإيبوكسي، والقولبة، والمعالجة بعد القالب.
5. عملية ما بعد المعالجة
بعد عملية التشكيل، يلزم إجراء معالجة ما بعد المعالجة، مع التركيز على إزالة أي مواد زائدة حول العملية أو العبوة. تعد مراقبة الجودة أمرًا ضروريًا لتجنب التأثير على جودة العملية ومظهرها بشكل عام.
6. عملية الاختبار
بمجرد الانتهاء من العمليات السابقة، يجب اختبار الجودة الشاملة للعملية باستخدام تقنيات ومرافق الاختبار المتقدمة. تتضمن هذه الخطوة تسجيلًا تفصيليًا للبيانات، مع التركيز على ما إذا كانت الشريحة تعمل بشكل طبيعي بناءً على مستوى أدائها. نظرًا للتكلفة العالية لمعدات الاختبار، فمن الضروري الحفاظ على مراقبة الجودة طوال مراحل الإنتاج، بما في ذلك الفحص البصري واختبار الأداء الكهربائي.
اختبار الأداء الكهربائي: يتضمن ذلك اختبار الدوائر المتكاملة باستخدام معدات الاختبار التلقائية والتأكد من توصيل كل دائرة بشكل صحيح للاختبار الكهربائي.
الفحص البصري: يستخدم الفنيون المجاهر لفحص الرقائق المعبأة النهائية بدقة للتأكد من خلوها من العيوب وتلبية معايير جودة تعبئة أشباه الموصلات.
7. عملية وضع العلامات
تتضمن عملية وضع العلامات نقل الرقائق التي تم اختبارها إلى مستودع شبه مكتمل للمعالجة النهائية وفحص الجودة والتعبئة والشحن. تتضمن هذه العملية ثلاث خطوات رئيسية:
1) الطلاء الكهربائي: بعد تشكيل الخيوط، يتم تطبيق مادة مضادة للتآكل لمنع الأكسدة والتآكل. تُستخدم عادةً تقنية ترسيب الطلاء الكهربائي نظرًا لأن معظم الخيوط مصنوعة من القصدير.
2) الانحناء: يتم بعد ذلك تشكيل الخيوط المعالجة، مع وضع شريط الدائرة المتكاملة في أداة تشكيل الرصاص، والتحكم في شكل الرصاص (النوع J أو L) والتعبئة المثبتة على السطح.
3) الطباعة بالليزر: وأخيراً، تتم طباعة المنتجات المشكلة بتصميم يكون بمثابة علامة خاصة لعملية تعبئة أشباه الموصلات، كما هو موضح في الشكل 3.
التحديات والتوصيات
تبدأ دراسة عمليات تعبئة أشباه الموصلات بإلقاء نظرة عامة على تكنولوجيا أشباه الموصلات لفهم مبادئها. بعد ذلك، يهدف فحص تدفق عملية التعبئة والتغليف إلى ضمان التحكم الدقيق أثناء العمليات، وذلك باستخدام الإدارة المحسنة لتجنب المشكلات الروتينية. في سياق التطور الحديث، يعد تحديد التحديات في عمليات تعبئة أشباه الموصلات أمرًا ضروريًا. يوصى بالتركيز على جوانب مراقبة الجودة، وإتقان النقاط الرئيسية بشكل كامل لتحسين جودة العملية بشكل فعال.
ومن خلال التحليل من منظور مراقبة الجودة، هناك تحديات كبيرة أثناء التنفيذ بسبب العمليات العديدة ذات المحتوى والمتطلبات المحددة، والتي تؤثر كل منها على الأخرى. هناك حاجة إلى رقابة صارمة أثناء العمليات العملية. من خلال اعتماد موقف عمل دقيق وتطبيق التقنيات المتقدمة، يمكن تحسين جودة عملية تعبئة أشباه الموصلات والمستويات الفنية، مما يضمن فعالية التطبيق الشاملة وتحقيق فوائد إجمالية ممتازة. (كما هو موضح في الشكل 3).
وقت النشر: 22-مايو-2024